Monitor and Eliminate! Varnish Induced Failure in Injection Molding Machines
Varnish in Injection Molding Machines increases scrap rate and causes solenoid failure. Detect early, and mitigate varnish in IMMs.

Introduction
In a high precision injection molding process, consistency is paramount. When cycle times drift even by a few milliseconds, the result is increased scrap rates. Maintenance personnel may look to issues with the resin, heaters, or mechanical settings. You may experience burnt-out solenoids that may be viewed as a simple electrical fluke. However, the solenoid failure may be due to varnish. Varnish forms a thin sticky coating that results in valve stiction. The increased friction from the varnish forces the solenoid to work harder resulting in increased coil temperatures.
What is varnish?
Varnish is byproduct of lubricant degradation that is polar and sticky. The primary causes of varnish are oxidation, micro-dieseling and electrostatic discharge. The varnish will tend to coat hydraulic systems and lubricated machine surfaces, especially in tight clearance zones and cooler regions of the lubricating system. The tendency for deposits to form in tight clearance zones is the reason that the solenoids draw more current and higher burn-out rate. Varnish may go undetected with traditional oil analysis tests such as particle counting. Varnish precursors are submicron in size.
How is varnished formed?
We previously mentioned that the three main causes of varnishing are lubricant and hydraulic fluid oxidation, micro-dieseling, and electrostatic discharge.
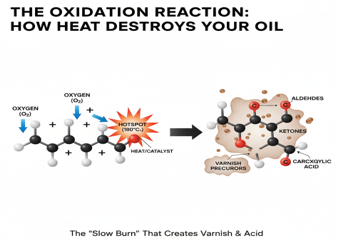
Oxidation: Is a chemical reaction of the lubricant or the additives react with oxygen. This reaction results in acidic byproducts and insoluble molecules that eventually agglomerate into varnish deposits.
Figure 1. Oxidation of Oil an Molecule
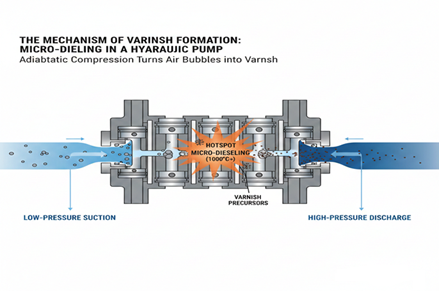
Micro-dieseling: Is a pressure induced degradation that occurs when air bubbles are trapped in a hydraulic oil. As the oil moves from the low-pressure suction side of the oil pump to the high-pressure side, air bubbles are rapidly compressed, which results in a dramatically increased temperature of about 1,800 0F. The intense heat cracks the surrounding oil molecules resulting in carbon soot and scorched oil molecules. Micro-dieseling has become more common as lube system capacity in newer machines is smaller, which results in lower dwell (lube resting) times. Are shorter resting time means that less entrained air can release from a lubricant before it cycles back through the unit.
Figure 2. Adiabatic Compression
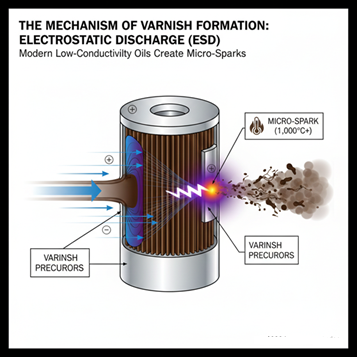
Electrostatic Discharge (ESD): ESD is the sudden, momentary flow of electric current between two objects with different electrical potentials, often caused by dielectric breakdown in a lube system. This has become a major concern in the last 10 or 15 years. ESD is more likely to occur through a stream of highly refined oil or hydraulic fluid that has lower conductivity, as the fluid flows at high velocity through tight clearance zones and tight, low micron filters are in use.
Figure 3. Electrostatic Discharge
Varnish Detection
As we mentioned previously, traditional (routine) oil analysis does not directly detect varnishing potential in a lube system. More specialized testing is much more useful to detect and measure varnish.
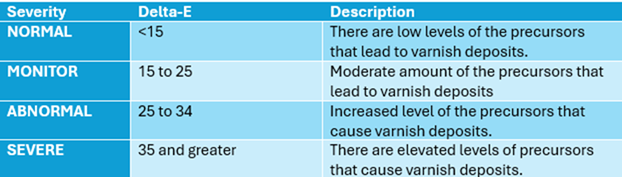
Membrane Patch Colorimetry (MPC): This test is the primary method for detecting varnish. The fluid is mixed with a nonpolar solvent and passed through a 0.45-micron filter. The varnish that is insoluble in the nonpolar solvent is captured on the filter patch. The color spectrum of the deposit left behind on the filter membrane is measured using a spectrophotometer. The result is reported as delta-E.
Table 1. delta-E Alarm Limits
RULER™: Measures the remaining useful life of the antioxidants in the sample. Remaining antioxidants are measured compared to a sample of new oil. relative to the new oil. A Linear Sweep Voltammetry testing method measures an electrical current response to a microvolt imput. A weakening current response over time correlates to diminishing antioxidant protection. Low levels of antioxidants leave the oil susceptible to degradation.
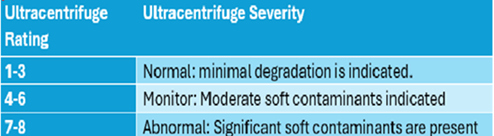
Ultracentrifuge: A sample of the oil is placed into a centrifuge tube and spun at over 17,000 rpm. The centrifugal force that is generated causes heavy, semi-soluble molecules to precipitate to the bottom of the tube. The amount of deposit at the bottom of the tube is rated on a scale of 1 to 8.
Table 2. Ultracentrifuge Alarm Limits
Air Release: This test measures how quickly the oil can separate itself from entrained air bubbles. In an injection molding machine, poor air release is a primary driver of micro-dieseling (pressure-induced combustion of air bubbles), which rapidly accelerates varnish formation.
FTIR: A molecular "fingerprint" of the oil. By shooting infrared light through a sample, we can detect specific chemical changes. For varnish monitoring, we are specifically looking at oxidation -- the chemical precursors to varnish.
Varnish Impact and Symptoms
Valve Stiction: Varnish molecules are polar and and attract to lubricated metal surfaces. Over time the molecules create a varnish layer that will thicken as the molecules continue to accumulate. A valve clearance may be as small as 3 microns. Even a very thin layer of varnish can result in valve drag or stiction.
Coil Burnout: When the spool is stuck, the solenoid draws more current to break stiction, the increased current results in excessive heat that breaks down the coil insulation.
Energy Penalty: The varnish forms a coating on oil coolers resulting in thermal insulation from the varnish this results in reduced cooling in addition to the increased current from the solenoid.
Table 3. IMM Symptoms and Causes

Filter Analysis
Filters capture wear particles, seal fragments, contaminants, and degradation products that have been generated or contaminated the system. Some of these may have not found their way into a sample bottle. We recommend analysis of a filter on a unit that is most likely to capture equipment wear debris. Any filter will also soak up varnish material that is also layering on metal surfaces. Because a filter functions as a concentrator, it can trap "soft contaminants" and sludge that have not yet reached a high enough concentration in the bulk oil to trigger an "abnormal" rating on a standard lab report. Analyzing the color and texture of the residue trapped in the depth media can confirm the presence of varnish precursors, such as nitration or oxidation byproducts. When paired with UC and MPC testing, the combined data allows you to move from reactive maintenance to a proactive strategy, identifying the exact point where the oil’s chemistry has begun to break down before resulting in valve stiction or solenoid burn-out.
Conclusion
Modern injection molding machines prioritize speed and efficiency, but these advancements come at a cost to the hydraulic fluid. With smaller hydraulic fluid reservoirs, higher pressures, and more sensitive proportional valves, the window for error has closed. Consistent stress on the fluid can lead to varnishing, which is not removed by standard filtration and not detected preemptively by routine oil analysis.
Do not wait for increased scrap rates or burned-out coils to indicate that the hydraulic fluid is varnishing. Precision molding requires precision fluid management. Contact MRT Laboratories today to schedule a comprehensive Varnish Potential Analysis. Our expert diagnostic team will help you evaluate your MPC levels, antioxidant health, and filter debris to keep your cycle times consistent and your production lines moving.